我们的海西【本地】花键管45#精密钢管优良工艺视频现已上线,从细节到整体,从外观到性能,让您全面了解它的每一个方面。
以下是:海西【本地】花键管45#精密钢管优良工艺的图文介绍
金帝钢管有限公司不光重视 热轧无缝钢管、新技术、新产品的引进和开发,而且学习国内外优质管理经验,不断创新管理模式,制作学习型组织,以精雕细镂的 热轧无缝钢管、产品质量,务实高效的工作作风,服务于全国各地采购商。


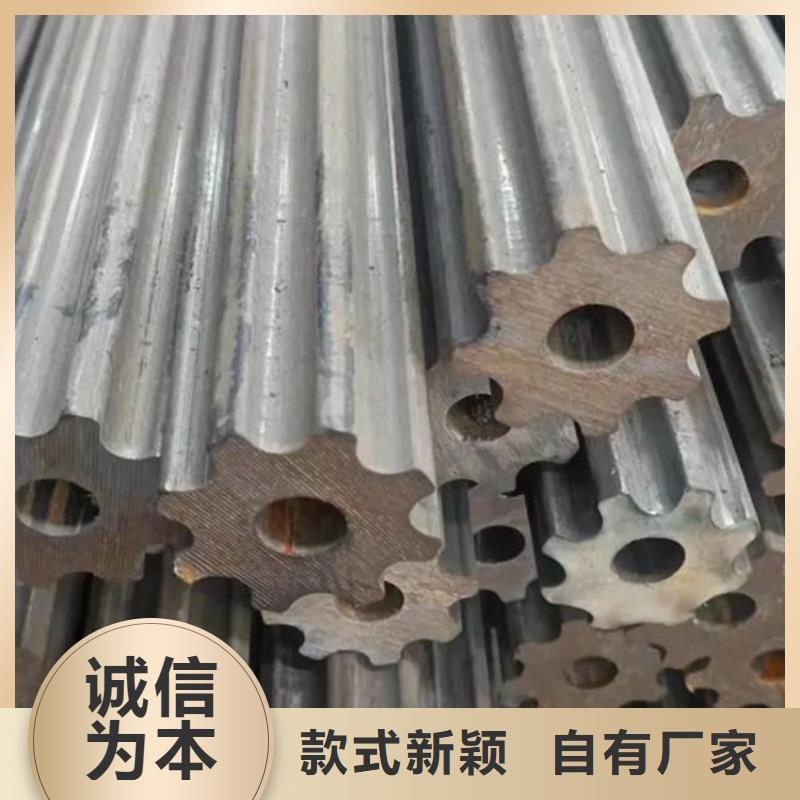
异形花键管退火技术条件:①普通灰铸铁以550℃为宜,超过550℃容易使部分渗碳体发生石墨化、颗粒化,导致异形花键精密无缝管强度、硬度下降。高合金灰铸铁温度可达650℃,低合金灰铸铁温度可达到600℃。其二,一般采用60~120℃/h的加热速度。 异形花键精密无缝管形状复杂,各部位差异大,宜慢热。③保暖时间一般选择在2~8小时。一般灰铸铁在550℃退火,保温2小时后,残余应力降到原来的60%,8小时后降到40%。④冷速一般控制在20~40℃/h,冷量不超过200~150℃即可烘干。注:铸造过程中,在未降至室温前,不得用水、雨、雪进行浸渍。异形花键精密无缝管生产完成后应放置平稳,小异形花键精密无缝管可堆叠。



上海期货交易所10*3薄壁精密管价格走势,星期二,上海期货交易所的基准10*3薄壁精密管价上涨10美元。成交量的上海期交所铝每吨收涨0.24,持仓量减少17,491手至1,99,829手。上海期货交易所铝合约上涨1.13%,空头头寸减少。 花键管 昨日,国内10*3薄壁精密管社会库存减少2000吨至101万吨。铁矿石价格跌至17个月低点,但此次崩盘引发了对该商品接近触底的猜测。对于ASX铁矿石股票来说,这将是一个非常受欢迎的消息。在必和必拓集团有限公司(ASX:BHP)的股价,Fortescue金属集团有限公司(ASX:FMG)股价和力拓有限公司(ASX:RIO)股价已在过去的四个月中一直承压



脱碳限制45号无缝精密管产量在寻求经济脱碳的同时,国内也一直在限制碳密集型45号无缝精密管生产。国内政府宣布了一系列限制45号无缝精密管产量的措施,的措施是提高某些45号无缝精密管产品的出口税,并于2021年7月生效。 花键管 受此影响,7-9月国内45号无缝精密管产量同比下降13.2%,拖累铁矿石需求。相比之下,2021年上半年同比增长11.4%。惠誉指出,巴西和澳大利亚产量增长的改善已开始缓解海运市场的供应紧张。Vale、Fortescue和BHP等主要铁矿石开采商近宣布了看涨的生产前景。



花键管所述下压驱动源的输出端向靠近所述子模的方向移动时,所述牵引绳带动所述导向柱沿所述导向柱的轴向靠近所述子模。 通过采用上述技术方案,下压驱动源驱使子模冲头冲压花键管的同时,牵引绳在下压驱动源的驱使下带动标记刀冲头挤压定位标记刀,定位标记刀在标记刀冲头的驱使下在花键管的外侧壁上加工定位标记,一个驱动源即可完成规格标记与定位标记的加工,节省了成本。 通过采用上述技术方案,使得牵引绳施加给导向柱的牵引力的方向与导向柱的轴线互相平行,提高了牵引力的利用率。 12.可选的,还包括调节所述固定件与所述标记刀冲头间距的调节组件,所述调节组件包括引导柱、内螺纹管、挡环、啮合齿、主动齿轮和调节驱动源,所述引导柱固定于所述固定件上,所述引导柱沿所述导向柱的轴向滑移连接于所述支撑板上,所述内螺纹管螺纹连接于所述导向柱远离所述标记刀冲头的一侧,所述内螺纹管穿设于所述固定件上且与所述固定件转动连接,所述挡环的数量为两个,两所述挡环分别固定于所述内螺纹管的两端,两所述挡环分别抵接与所述固定件的两侧,所述啮合齿设于一所述挡环的外周壁上,所述调节驱动源固定于所述固定件上,所述主动齿轮固定于所述调节驱动源的输出轴上,所述主动齿轮与所述啮合齿互相啮合。



 扫一扫
扫一扫